


Wir bieten Ihnen smarte Systemlösungen für anspruchsvolle Dünnwand- und IML-Anwendungen. Kürzeste Zykluszeiten, zusätzliche Materialeinsparungen bei gleichzeitig höchster Verfügbarkeit und Qualität sind der Schlüssel zur effektiven Reduktion Ihrer Stückkosten.
Ihre Vorteile
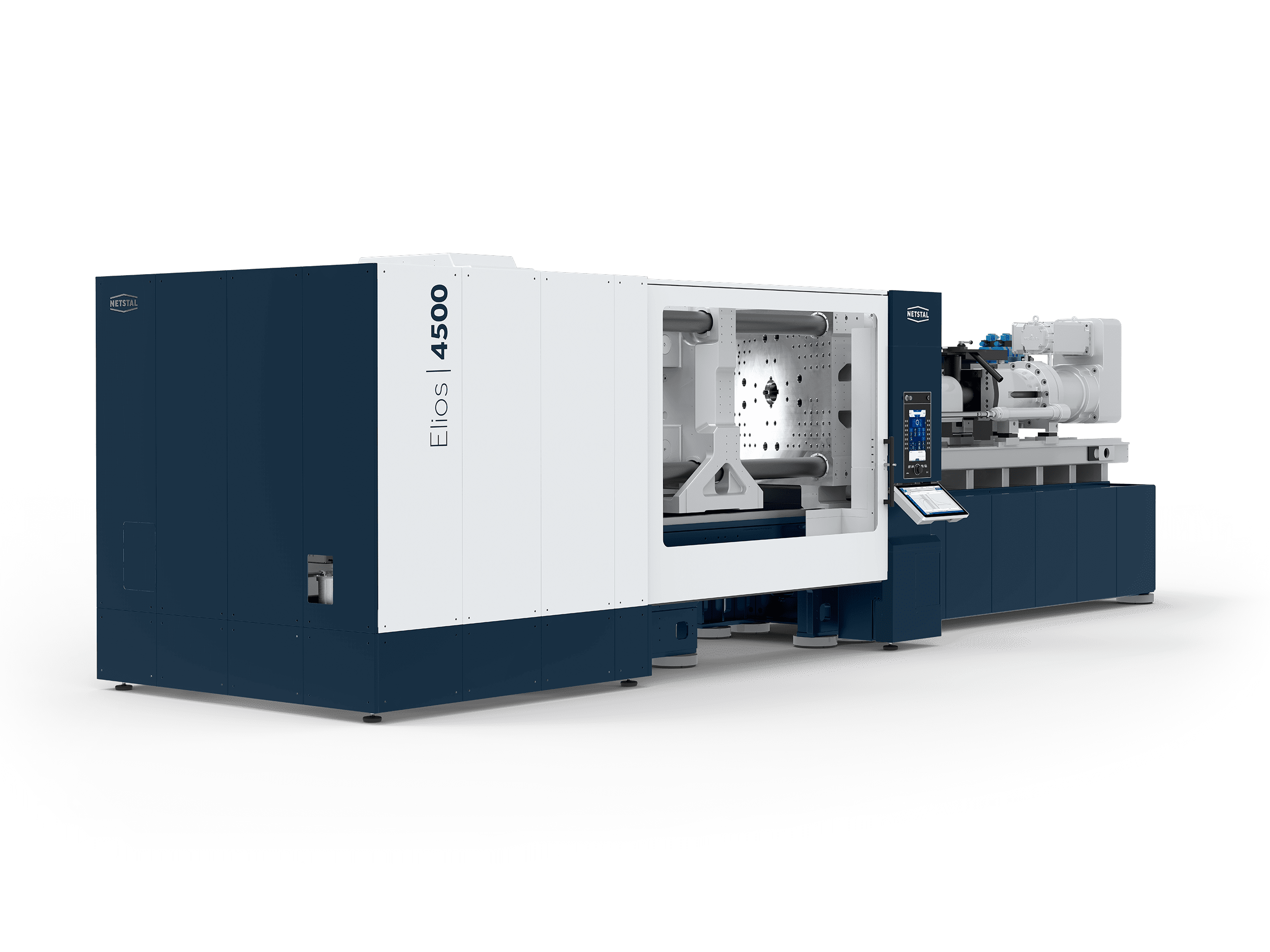
Produktivität gezielt maximieren
Mit unseren Hochleistungsmaschinen steigern Sie Ihren Ausstoss. Ihre Produktion läuft mit kürzesten Zykluszeiten und höchster Präzision im langjährigen Dauerbetrieb.

Die Zukunft nachhaltig absichern
In unserer Verfahrenstechnik beschäftigen wir uns seit jeher mit der Gewichtsreduktion von Kunststoffverpackungen und immer geringeren Wandstärken. Mit der neuen EU-Verpackungsverordnung wird die Verarbeitung von immer höheren Rezyklatanteilen für Verpackungen mit Lebensmittelkontakt in den kommenden Jahren immer stärker in den Fokus rücken. Mit Netstal wissen Sie den richtigen Partner an Ihrer Seite.
Stückkosten dauerhaft minimieren
Mit unserer führenden Technologie und jahrzehntelanger Erfahrung in Packaging-Anwendungen reduzieren Sie gezielt ihre Stückkosten und steigern Ihre Wettbewerbsfähigkeit im kompetitiven Marktumfeld.
Energiekosten sinnvoll senken
Dank der Rekuperation von kinetischer Energie in Kombination mit einer energieoptimierten Antriebseinheit mit der optionalen Möglichkeit zur adaptiven Systemdruckabsenkung überzeugen die Maschinen der Baureihen Elion und Elios mit dem geringsten Energieverbrauch im Wettbewerbsvergleich. Sie sparen Energiekosten und senken den ökologischen Fussabdruck Ihrer Produktion.

Verfügbarkeit langfristig steigern
Unser Erfolgsrezept zur Steigerung Ihrer Anlagenverfügbarkeit: Zuverlässige Technologie, die mit maximaler Geschwindigkeit und höchster Präzision im 24/7 Betrieb funktioniert. Für den Fall der Fälle greifen Sie auf unser weltweites Servicenetzwerk zurück. Wir sind nah bei Ihnen und unterstützen Sie entweder vor Ort oder online.

„Wir arbeiten seit vielen Jahren mit Netstal-Maschinen. Mit Netstal produzieren wir dauerhaft mit höchster Effizienz. Neben der Qualität der Maschinen schätzen wir den sehr guten Kundenservice.“
Manfred und Christian Schägner, Manfred Schägner GmbH
Systemlösungen
Wir bieten Ihnen smarte Systemlösungen für anspruchsvolle Dünnwand- und IML-Anwendungen. Kürzeste Zykluszeiten, zusätzliche Materialeinsparungen bei gleichzeitig höchster Verfügbarkeit und Qualität sind der Schlüssel zur effektiven Reduktion Ihrer Stückkosten.
Prozesskette

Produktidee
- Produktidee (konkrete Vorstellung / Formteil)
- Produktkonzept
- Produktlastenheft

Konzeptstudie
- Teilekonzept
- Teileoptimierung Gewicht, Funktionalität, Design, Dekoration
- Technologie-Evaluation (Verfahren)
- Materialevaluation/-definition

Projektierung
- Systemdefinition/-auslegung
- Maschinendefinition/-auslegung
- Werkzeugkonzept und -planung
- Festlegung Maschinenversorgung und -infrastruktur
- Planung Primärperipherie (Materialaufbereitung und -versorgung)
- Planung Sekundärperipherie (Entnahme- und Nachfolgeeinrichtungen/ Q-Kontrolle / Verpackungsstation)
- Kostensimulation und -optimierung

Umsetzung
- Detailkonstruktion aller Anlagenkomponenten
- Beschaffung und Produktion

Systemaufbau im Werk (FAT)
- Erstinstallation
- Funktionstest
- Qualitäts- und Leistungstests
- Initiale Kundenschulung (alle Komponenten)
- Systemabnahme basierend auf Vertragsdaten

Installation beim Kunden
- Installation und Inbetriebnahme
- Schulung vor Ort
- Übergabe im Produktionsbetrieb

Prozess- und Produktionssupport
- Prozessoptimierungen hinsichtlich Qualität, Effizienz, Zykluszeit etc.
- Beratung zur vorsorglichen Instandhaltung
- Nachkontrollen der Prozessstabilität
- Service- und Instandhaltungsarbeiten
- Maschinenkalibrierung
Prozesskette
❶ Projektidee
- Produktidee (konkrete Vorstellung / Formteil)
- Produktkonzept
- Produktlastenheft
❷ Konzeptstudie
- Teilekonzept
- Teileoptimierung Gewicht, Funktionalität, Design, Dekoration
- Technologie-Evaluation (Verfahren)
- Materialevaluation/-definition
❸ Projektierung
- Systemdefinition/-auslegung
- Maschinendefinition/-auslegung
- Werkzeugkonzept und -planung
- Festlegung Maschinenversorgung und -infrastruktur
- Planung Primärperipherie (Materialaufbereitung und -versorgung)
- Planung Sekundärperipherie (Entnahme- und Nachfolgeeinrichtungen/ Q-Kontrolle / Verpackungsstation)
- Kostensimulation und -optimierung
❹ Umsetzung
- Detailkonstruktion aller Anlagenkomponenten
- Beschaffung und Produktion
❺ Systemaufbau
- Erstinstallation
- Funktionstest
- Qualitäts- und Leistungstests
- Initiale Kundenschulung (alle Komponenten)
- Systemabnahme basierend auf Vertragsdaten
❻ Installation
- Installation und Inbetriebnahme
- Schulung vor Ort
- Übergabe im Produktionsbetrieb
❼ Support
- Prozessoptimierungen hinsichtlich Qualität, Effizienz, Zykluszeit etc.
- Beratung zur vorsorglichen Instandhaltung
- Nachkontrollen der Prozessstabilität
- Service- und Instandhaltungsarbeiten
- Maschinenkalibrierung
Blogbeiträge zum Thema Verpackungen


Life Cycle Services

Montage
Unsere motivierten Mitarbeiter sorgen für einen fachgerechten und schnellen Aufbau Ihrer Anlage.

Schulung
Mit gut ausgebildetem Personal legen Sie den Grundstein für eine erfolgreiche Nutzung Ihrer Anlage.

Remote Support
Unsere hochmoderne Fernwartungslösung unterstützt bereits in der Inbetriebnahme- und Anlaufphase.

Inbetriebnahme
Unsere Spezialisten stellen die Anlage bei Ihnen vor Ort ein, schulen das Bedienpersonal und führen gemeinsam mit Ihnen den Probe- und Abnahmelauf durch.

Ersatzteilpakete
Schon vor dem Anlauf Ihrer Anlage stimmen wir mit Ihnen individuelle Ersatzteilpakete für Ihren Anwendungsfall ab.
Schulungen
Mit gut ausgebildetem Personal erhalten Sie hohe Produktions- und Maschinensicherheit. Netstal bietet Ihnen hierzu ein umfangreiches Programm an, sowohl in unseren Schulungszentren als auch individuell bei Ihnen vor Ort.

Störungsbehebung
Eine Funktionsstörung kann den Verlust von Kapazitäten, Verringerung der Produktqualität und Produktivität nach sich ziehen. Mit unserem weltweit dichten Servicenetz sorgen wir mit perfekt ausgebildeten Technikern für eine schnelle Beseitigung.

Präventiver Service
Durch vorbeugenden Service lassen sich ungeplante und teure Ausfälle weitgehend vermeiden.
Remote Support
Unsere Fernwartungslösung ermöglicht einen direkten Zugriff auf Ihre Anlage, wodurch wir Ihnen eine schnelle Fehlerdiagnose und Hilfestellung bieten können.

Hotline
Bei technischen Problemen oder Maschinenausfällen ist eine kompetente und schnelle Lösung von enormer Wichtigkeit. Mit unserem Fachwissen und Engagement unterstützen wir Sie, so dass Ihre Anlage schnellstmöglich wieder störungsfrei läuft.

Maschinenverlagerung
Während des langen Lebenszyklus einer Anlage kann es erforderlich sein, diese von einem Produktionsstandort an einen anderen zu verlagern. Vom internen Umzug bis hin zu komplexen Werksverlagerungen bieten unsere Service-Experten individuelle Serviceleistungen aus einer Hand an.

Ersatzteilservice
Unseren Kunden im Bedarfsfall so schnell wie möglich mit entsprechendem Original-Ersatzteil zu versorgen, stellt bei unserem Ersatzteildienst die oberste Maxime dar. Unser aktives Ersatzteilmanagement umfasst Beratung und Auswahl bedarfsgerechter Ersatz- und Verschleissteile.

Wartungen und Reparaturen
Nur eine regelmässig gewartete Anlage versetzt Sie in die Lage, während der Auslastungsphase eine gesicherte Produktion zu erlangen. Die Wertigkeit Ihrer Anlage bleibt erhalten und teure Maschinenausfälle werden vermieden. Wir bieten Ihnen dazu entsprechende Wartungsprogramme an.

Inspektion
Wenn Sie auf Nummer sicher gehen wollen, lassen Sie Ihre Anlage von unseren Spezialisten untersuchen. Mit entsprechenden Fachwerkzeugen und Messmitteln sind wir in der Lage, schnell den aktuellen Zustand Ihrer Anlage zu analysieren und somit notwendige Massnahmen rechtzeitig durchzuführen. Anhand einer Checkliste werden die elektrischen, hydraulischen und mechanischen Komponenten sowie die Sicherheitstechnik an der Anlage überprüft. Die daraus erstellte Dokumentation gibt Auskunft über benötigte Ersatzteile oder weitere Massnahmen.

Anwendungsberatung
Benötigen Sie anwendungs- oder verfahrenstechnische Unterstützung? Nutzen Sie die Erfahrung unserer Verfahrenstechnik, die Sie gerne berät.

Gewährleistung
Bei anstehenden Problemen oder Ausfällen versorgen wir Sie schnell und unbürokratisch mit den nötigen Teilen oder Support.

Nachrüstung
Um neuen Anforderungen gerecht zu werden, ist oftmals eine Nachrüstung erforderlich. Wir liefern hierzu einbaufertige Komplettlösungen inklusive aller dazugehöriger Serviceleistungen.
Prozessberatung
Ändern sich die Anforderungen hinsichtlich Materialien, Werkzeugen und Prozessen, dann unterstützen wir Sie mit unseren erfahrenen Verfahrenstechnikern bei den notwendigen Massnahmen.

Modernisierung
Für die Produktivitätssteigerung Ihrer Anlage können neu entwickelte Techniken eingebunden werden. Hierzu zählt unter anderem unsere hochmoderne Steuerung ebenso wie neu entwickelte Maschinenkomponenten.

Energieberatung
Durch steigende Energiekosten ist eine Überprüfung Ihrer Anlage eine sinnvolle Investition, bei der wir Ihnen gerne beratend zur Seite stehen. Egal, ob es sich um optimal angepasste Antriebsmotoren handelt oder um effiziente Wärmeisolierung von Heizbändern.
Generalüberholung
Sie sind mit Ihrer Anlage zufrieden und möchten die Nutzungsdauer verlängern. Planen Sie mit uns die Generalüberholung der Anlage, um diese weiterhin optimal nutzen zu können.

Gebrauchtmaschinen
Beim Ankauf, Verkauf oder Vermietung gebrauchter Anlagen bieten wir Ihnen kostengünstige Lösungen und umfassende Leistungen an.
Life CycleServices
Lebenszyklusverlängerung oder Auslauf
Ist Ihre Anlage in die Jahre gekommen? Kein Problem! Mit einer Modernisierung auf den neuesten Stand der Technik oder einer Generalüberholung machen wir Ihre Anlage fit für die Zukunft.
Ihre Anlage ist seit langer Zeit für Sie zufriedenstellend im Einsatz. Obwohl sie in die Jahre gekommen ist und entsprechende Reparaturen notwendig sind, möchten Sie Ihre Anlage gerne weiter betreiben. Wir helfen Ihnen gerne weiter und beraten Sie, welche Massnahmen und Investitionen sinnvoll sind. Mit einer Generalüberholung machen wir Ihre Anlage fit für die Zukunft.